MagnetostrictiveLiquidLevelGaugeforPharmaceuticalIndustry
Precision Liquid Level Monitoring in Pharmaceutical Applications
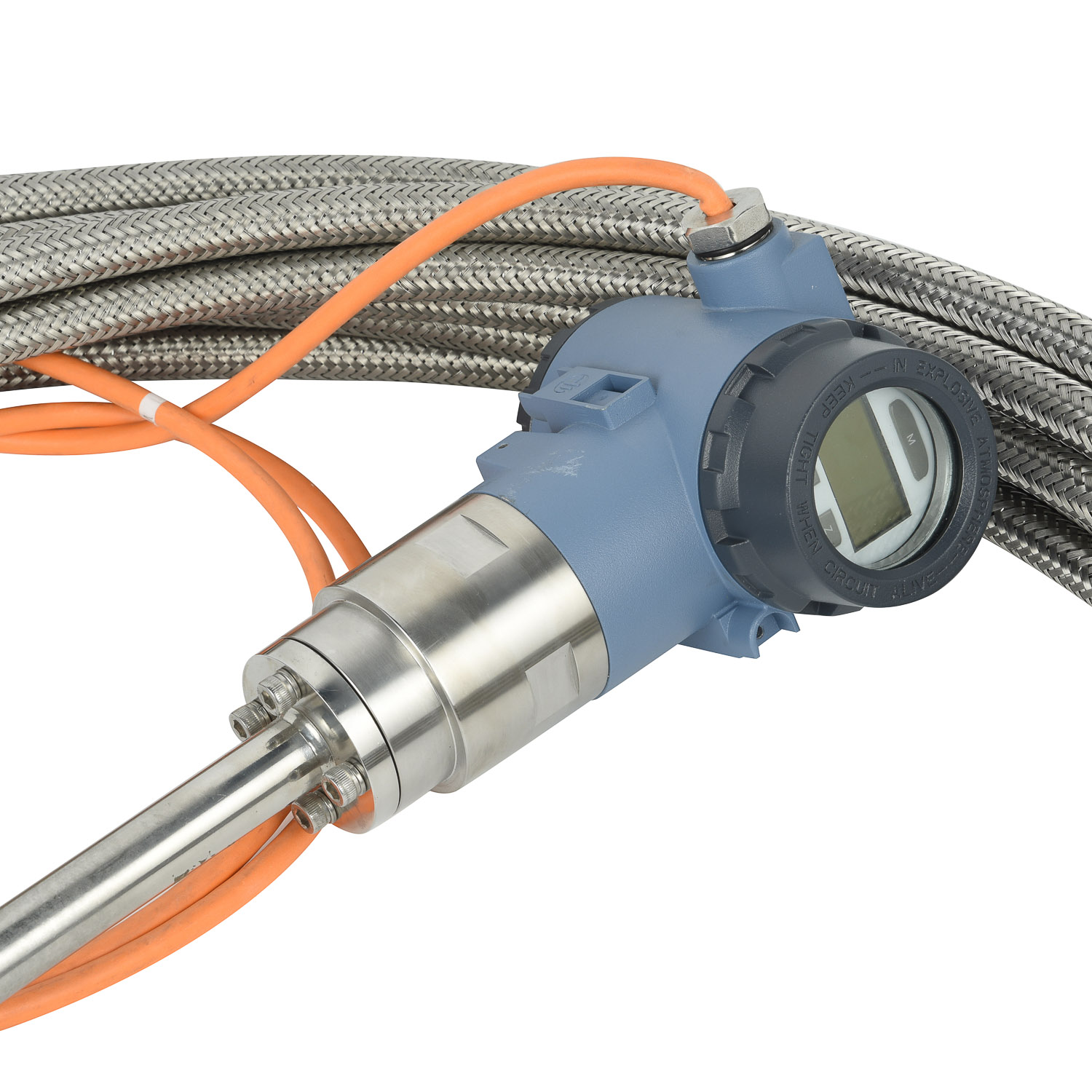
The pharmaceutical industry demands exceptional accuracy and reliability in every aspect of manufacturing processes. Magnetostrictive liquid level gauges have emerged as the gold standard for precise level measurement in critical pharmaceutical applications. These advanced instruments utilize magnetostriction principles to deliver unparalleled accuracy in monitoring various liquids, including active pharmaceutical ingredients (APIs), buffers, and purified water systems. Unlike traditional measurement methods, magnetostrictive technology provides continuous, non-contact measurement that maintains product integrity while ensuring compliance with stringent regulatory requirements.
Superior Technology Behind Magnetostrictive Measurement
Magnetostrictive level gauges operate through a sophisticated yet reliable principle involving the interaction between magnetic fields and magnetostrictive wire. A current pulse sent through the waveguide wire creates a circumferential magnetic field that interacts with permanent magnets mounted on the float. This interaction generates a torsional stress wave that travels along the wire at ultrasonic speed. The system precisely measures the time delay between the transmitted pulse and returned wave to determine the exact float position, translating to highly accurate liquid level readings. This technology achieves remarkable resolutions up to 0.1mm, making it ideal for pharmaceutical applications where minute measurement variations can significantly impact product quality.
Critical Advantages for Pharmaceutical Manufacturing
The implementation of magnetostrictive liquid level gauges in pharmaceutical manufacturing delivers numerous substantial benefits. These instruments provide exceptional measurement accuracy with typical errors of less than ±0.05% of full scale, ensuring precise batch consistency and formulation accuracy. Their non-contact measurement principle eliminates potential contamination risks, maintaining sterile conditions essential for pharmaceutical production. With robust construction using pharmaceutical-grade materials like 316L stainless steel and PTFE, these gauges withstand aggressive cleaning processes including CIP and SIP systems. The technology offers excellent long-term stability with minimal drift, reducing calibration frequency and maintenance requirements while providing continuous real-time data for process optimization and quality control.
Ensuring Regulatory Compliance and Validation
Pharmaceutical manufacturers face rigorous regulatory scrutiny from agencies including FDA, EMA, and other global authorities. Magnetostrictive liquid level gauges are designed specifically to meet these demanding compliance requirements. They support comprehensive validation packages including Installation Qualification, Operational Qualification, and Performance Qualification documentation. The instruments generate detailed audit trails and provide data integrity features that meet 21 CFR Part 11 requirements for electronic records and signatures. With materials certified to USP Class VI and FDA compliance, along with surface finishes meeting pharmaceutical standards, these gauges simplify the validation process while ensuring patient safety and product quality throughout the manufacturing lifecycle.
Applications in Pharmaceutical Processing Systems
Magnetostrictive level gauges find extensive application throughout pharmaceutical manufacturing facilities. They provide precise level measurement in bioreactors and fermenters where accurate volume control is crucial for cell culture processes. In purification systems, these instruments monitor levels in chromatography columns and ultrafiltration systems, ensuring optimal separation efficiency. They deliver reliable performance in bulk storage tanks for raw materials and intermediate products, maintaining accurate inventory control. The technology also proves invaluable in formulation tanks where exact liquid volumes determine final product concentration, and in dispensing systems requiring precise batch measurements for filling operations.
Selection Criteria for Pharmaceutical Applications
Choosing the appropriate magnetostrictive liquid level gauge requires careful consideration of multiple factors specific to pharmaceutical operations. Material compatibility stands paramount, with wetted materials selected based on fluid characteristics and cleaning protocols. Process connections must match existing tank designs while ensuring leak-free performance under operating conditions. Temperature and pressure ratings should comfortably exceed process requirements to accommodate variations and sterilization cycles. Output signals and communication protocols must integrate seamlessly with existing control systems, while accuracy specifications should align with process criticality. Additionally, manufacturers should evaluate supplier documentation support, validation packages, and regulatory experience to ensure smooth implementation and long-term compliance.

Future Trends and Technological Advancements
The evolution of magnetostrictive liquid level measurement continues to advance pharmaceutical manufacturing capabilities. Emerging innovations include enhanced digital communication protocols like Ethernet-APL that enable faster data exchange and improved diagnostics. Smart sensor technology incorporating self-monitoring capabilities predicts maintenance needs and detects potential failures before they impact production. Advanced surface treatments and coating technologies provide superior corrosion resistance and cleanability for challenging applications. Integration with Industry 4.0 platforms enables predictive analytics and digital twin applications, while miniaturization trends allow installation in space-constrained equipment without compromising measurement performance. These advancements collectively contribute to more efficient, reliable, and intelligent pharmaceutical manufacturing operations.
 YourUltimatePrimeronMagnetostr
TheCoreofInnovation:RecentBrea
DemystifyingLinearity:WhyIt'sC
TheLifecycleStory:Installation
YourUltimatePrimeronMagnetostr
TheCoreofInnovation:RecentBrea
DemystifyingLinearity:WhyIt'sC
TheLifecycleStory:Installation